
Research Categories
The research activities in the group were grouped as follows. Several projects featured overlap between these areas.
|
|
|
|
|




Projects
Project Details
Dr. Mo Abubakar
Developing a Fluid Dynamic Gauge for crude oil annular test section
Fouling is a broadly spread problem; it is present in almost any industry that uses heat transfer equipment in its processes. The main consequences of fouling are the decay in the heat transfer effectiveness and the increase in the pressure drop through the affected heat exchangers. The cost associated with this problem is enormous. It has been estimated that the expenditure relating to fouling represent 0.25% of the Gross National Product (GNP) in the industrialised countries, which in 1992 was equivalent to US$ 45 billions per year.
This project involved the design, construction and operation of a special test section in which fouling development will be monitored on-line, both through temperature measurement and by a dynamic gauging device that will measure deposit thickness directly. This test section will be mounted in a loop through which hot crude oil, under pressure and relatively high temperature, is recycled from storage.
Dr. Shantha Amarasinghe
Interpretation of paste extrusion data
Extrusion induced defects are a serious problem in the application of extrusion methods to manufacture products from soft solid materials such as ceramic pastes. Such defects are currently monitored by product quality tests, following post extrusion treatment such as drying and firing. A few previous studies on pastes, and related work on other multiphase system's suggested that useful information about the extrusion behaviour and defect formation could be obtained on-line by analysis of the flucutations in the extrusion pressure data. This work investigates this hypothesis, with particular emphasis on the ram extrusion of a standard alumina paste and soap. Capillary flow analysis of the extrusion behaviour of the standard ceramic paste confirmed that slip was occurring at the wall. The reproducibility of the Benbow-Bridgwater protocol for characterising pastes was established. The flow of soap at low shear rates could also be described by the modified plasticity approach.
Pressure fluctuations observed in paste extrusion
Dr. Martin Bardsley
Manufacture of catalyst supports by paste extrusion
Formation of catalyst support structures by paste extrusion is of interest as the processing affects the final physical properties of the catalyst material. The aim of this project is to understand how these effects can be predicted and harnessed to optimise the physical properties of the product. Work has been carried out on the divergent flow of paste in angled wall systems to establish the nature of the flow patterns and to develop a model for the pressure drop. For ceramic pastes, the flow patterns are found to change in a systematic way on alteration of the geometrical and flow variables. The results of this study can be used to predict and optimise the structural strength of an item whose production incorporates a divergent flow stage. Other work involved in the project concerns manufacture of products with thin sections and water migration in the extrusion of ceramic paste.
Typical divergent flow pattern in an angled wall system
Dr. Dean Barker
Thermal processing of pastes
This project aimed to develop a model that allows predictive analysis of a paste processing regime I was helping to develop with a New Zealand-based research company. The main feature of the process is that the paste is continuously extruded with back-pressure, into a long, forming die, where the material is cooled so that the binder solidifies. The binder forms part of the finished product and is not removed.
The research program included ascertaining the paste parameters needed for the model and designing experiments to obtain these values. Features including thermal properties, rheology, and tribology were incorporated. This work may form the basis of research to include the effects of a particular processing regime on microstructure and product quality, as the finished product quality is highly dependent on the manufacturing process' parameters.
Dr. Eloise Barnes
Control of Paste Microstructures
Extrusion is a low cost, versatile process used for the manufacture of a broad range of products in particular shapes. Typical products generated by extrusion include foodstuffs, pharmaceutical pellets and catalysts. My work focused on the use of NMR techniques to investigate the flow patterns in extruding flows, and the effect of extrusion on material properties and structure. We studied a range of materials before, after, and ultimately during, extrusion.
I had two supervisors - Dr. Mike Johns and Dr. Ian Wilson, as my work linked two of the research groups in the Department : the Magnetic Resonance and Catalysis Group, based at the MRRC in West Cambridge, and the Powder and Paste Processing Group, based in the main Department building.
Dr. John Chew
Development of fluid dynamic gauging for cleaning studies
Measuring the thickness and strength of soft-solid layers on solid or membrane substrates in a liquid environment under process conditions is a demanding task, yet vital for explaining the fouling, cleaning or swelling behaviour of such materials in the food, chemical, biological and medical sectors. Such behaviour can be exploited, such as in biopolymers in triggered-release devices, which swell in response to pH changes. Often the understanding that such measurements bring is needed to optimize operating protocols or to design cleaning regimes: fouling and cleaning of process equipment is a major inconvenience in the food sector where units often have to be cleaned daily; such understanding is rarely available.
This project involved developing the technique of fluid dynamic gauging (FDG) from one which could measure the thickness of soft, fragile layers on surfaces immersed in a liquid environment in situ to one, termed enhanced fluid dynamic gauging (EFDG), where their strength or deformability can be measured simultaneously . The advances have come through combining the measurements with computational fluid dynamics simulations. Investigations have been performed to fouling layers of food materials, mineral scales and in polymer reactors.
Dr. Alex Cheyne
Flow behaviour of starch-based solids
Extrusion is a commonly used method for processing starch pastes in the food industry. The isothermal extrusion behaviour of a cohesive potato starch based paste has been studied using capillary ram extrusion at ambient temperatures. The paste has two major solid ingredients, dehydrated potato powder and native potato starch, with an aqueous liquid phase. The extrusion behaviour of a 40 wt% water paste was studied in detail with a view to modelling its flow through complex industrial dies.
Paste billets were extruded through a series of square entry, axi-symmetric circular dies at apparent shear rates of 50 to 50000 /s with area reduction ratios from 70 to 625. The material exhibited complex flow behaviour which was modelled using two approaches: (i) as a plastic material featuring experimentally-derived velocity dependent parameters, and (ii) as a power law fluid. Extensional and shearing flow could be successfully modelled using approach (i), except at small diameters (1.5 to 1 mm) where the die diameter was less than ten typical particle diameters. Capillary flow experiments indicated that the material exhibited both slip flow and internal shearing under these conditions. Approach (ii) used CFD simulations (Polyflow) featuring experimentally-derived parameters used for the bulk material and wall behaviour. The predictions from both these approaches were compared with a series of experimental results for axi-symmetric dies of various diameters, and more complex die designs.
Simultaneously, the structural changes during extrusion were investigated, for each major paste component and the paste mixture. Optical and electron microscopy, DSC and S-ray techniques were used to measure disorder in the materials. The behaviour of the potato flours was determined by the amount of cell damaged introduced during manufacture. Highly damaged material was able to swell, and consequently absorbed large amounts of water and became highly malleable. Flours with a higher percentage of intact cells were constrained and showed higher resistance to damage during shearing. Native starch absorbed water very slowly, and remained in a predominantly glassy state. During extrusion, severe disordering was only apparent in a surface layer of approximately 100 micron thickness. Within this, regions of moderate disordering were identified. Gelatinisation endotherms and relative crystallinity measurements were used to confirm and quantify the disordering identified using visual techniques. The mixing (i.e. hydration) and extrusion behaviour of the paste mixture was then interpreted in terms of the properties of each of its components.
The information obtained from this model paste was then applied to explaining the behaviours of pastes mixed from alternate formulations, as well as a number of features of industrial applications of starch pastes.
Schematic of the extrusion rig
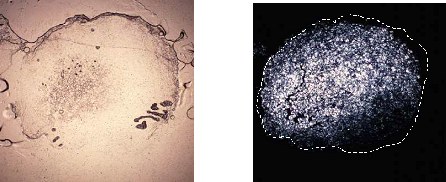
Shear-induced disordering in native potato starch
Pharm.D Giustino Di Pretoro
Development of highly dosed 5-ASA pellets
The ability to produce pellets with a high drug loading is one of the most important advantages of the extrusion/spheronization (ES) technique. Nevertheless, whatever drug and spheronization aid was used, present research suggests the maximum achievable load is around 80% w/w (Podczeck et al., 2007; Tomer et al., 2002; Tomer et al., 2001). My PhD project aims to prepare pellets by ES containing at least 90% 5-ASA mesalamine. The practical application of this work is in the development of an oral solid formulation for Inflammatory Bowel Disease (IBD) therapy containing 1-1.2 g of the drug, allowing once/twice a day administration.
In this respect, the ES behaviour of 5-ASA will be investigated. Moreover, blends of the drug with a standard grade of MCC (Avicel PH101) and with alternative grades (e.g. Avicel RC591), which are more likely to work with high drug loads, will be also evaluated.
Dr. Annettte Domanti
Surface fracture in paste extrusion
In the processing of pastes, fractures can be found on the surface of extruded products. This fracture compromises strength and is often unacceptable aesthetically. This work examines the experimental and numerical findings in the extrusion of a range of paste formulations.
Experiments have shown that increasing the length of the die has a beneficial effect on surface quality in all pastes examined and can completely eliminate defects for alumina pastes with starch additives. Increasing the extrusion velocity is shown to increase the depth of fracture in pastes with glucose additives, but decrease the depth of fracture in the extrusion of soap. Reduced frequency and depth of fracturing has also been observed in the extrusion of all pastes through tapered entry dies.
Visualisation of the flow in transparent rectangular dies has revealed that fracture in pastes with starch additives results from defects existing in the dieland, as shown in the figure below. Here, cracks originate at the two die exit corners back towards the centre of the die, and extend far enough back to unite, forming one crack which runs across the width of the slot in an inverted U shape. This crack then gets convected down, and at t = 1.0s and t = 1.2s, new cracks are observed to form upstream of the die. Pastes with glucose show no evidence of these upstream defects. Similar dependencies of extrusion velocity on fracture are encountered as observed for axisymmetric flow.
Examination of the stresses in extrusion has been performed using a finite element modelling package assuming the paste to behave as an elastic, perfectly plastic solid, and assuming the paste-wall contact to be frictionless. Tensile stresses on the surface of the extrudate, and small hydrostatic stresses in the deformation zone have been linked to the defects encountered experimentally. Criteria predicting the initiation of fracture have also found limited success in correlating with the increased fracture observed at small extrusion ratios.
|
|
|
|
|
t = 0.0s |
t = 0.2s |
t = 0.4s |
|
|
|
|
|
t = 0.6s |
t = 0.8s |
t = 1.0s |
|
|
|
|
|
t = 1.2s |
t = 1.4s |
t = 1.6s |


Dr. Richard Ellis
MRI and modelling studies of drying phenomena
The basis of this project was to investigate an industrially important drying process for a large food manufacturer. The work was divided between the the Powder and Paste Processing group and the Magnetic Resonance and Catalysis group. The project used magnetic resonance imaging to observe the drying process and apply a functional drying model. The project involved the interrelated study of both heat and mass transfer and the development of microstructure within the product. Extensions to this investigated the effects of varying a range of process parameters, ultimately leading to process improvements.
Dr. Sarah Forrest
Flow Patterns in Wet Granulating Systems
Fundamental theories are available that describe granule growth behaviour from particle-particle interaction, however no single model or collection of models can be used as a tool to predict the outcome of granulation processes. Positron Emission Particle Tracking (PEPT) is a successful experimental technique for visualising rapid particulate flow patterns, and has permitted the detailed understanding of dry powder flow in various equipment types, through the work of Bruno Laurent, Jim Jones and Rowan Stewart.
Important differences are seen between particle flow patterns in wet and dry systems. The goal of this project is to acquire a detailed understanding of the local velocity and density variations around a plough blade in a wet granulating system, and reveal the effects of flow patterns on the resultant distribution of granular product attributes such as size, density and strength. This will permit the extension of granulation models to include physical information on the frequency and velocity of particle collisions.
Change of average particle speed in the cross-sectional plane of a plough blade mixer. Plough blade enters the particle bed in section 1, and exits in section 4; dry powder mixing (dry) and wet granulating (wet) systems.
Dr. Marios Hadjiandreou
Modelling of HIV infection and optimisation of treatment
Despite the impressive amount of research on HIV, there exist no effective treatment strategies to prevent the ultimate progression to AIDS. This is mainly due to the fact that many of the host-pathogen interaction mechanisms are still unknown. Researchers, however, believe that knowledge of the molecular biology of HIV and advances in diagnostic, therapeutic, and modelling tools may benefit patients in the future. The latter was used to test different assumptions and provide new insights into questions that cannot be answered by experimental immunologists.
A model was used for estimation and control of HIV dynamics incorporating three population compartments at a minimum, namely virus, healthy CD4+ T-cells, and infected CD4+ T-cells. Other populations, such as macrophages and cytotoxic T-cells (CTL's), were also considered. This is a novel contribution to the area of HIV modelling. Furthermore, the formulated model managed to predict the entire trajectory of the disease: initial viremia in the early weeks of the infection, latency, and the rapid increase of virus as the patient progresses to AIDS. Published clinical data for typically progressing patients were reproduced with very good agreement. This, from at least a qualitative point of view, shows that the new model is more extensive than earlier ones.
Dr. Rowan Hooper
Development of techniques for the study of protein systems
This work investigated protein systems on nano- and micro-levels. The principle objective was the application of fluid dynamic gauging with simultaneous direct imaging of the changes in microstructure occuring dueing the cleaning of whye protein foulants. Laser confocal microscopy allowed images of the internal microstructure, on the micron and ten-of-microns scales, to be matched against the changing macro-properties of a why protein film during cleaning, as measured by the gauge on the ten-of-microns scale. This work constitutes proof of concept; the successful capture of gauging and microscopy data displaying consistent, complementary phenomena proved the efficacy of the experimental concept.
Achievement of this goal required first establishing the operating range within which use of the gauge caused minimal interference with teh film being studied, and secondly, the development of a whey protein foulant that reproduved behavioural characteristics of foulding layers studied by previous researchers while also being suitable for microscopy. Both there objectives were achieved.
The minimal interference range was established by comparing gauging cleaning profiles of particular deposits within duct flows against alternative cleaning profiles obtained by measuring the changing thermal resistances of the deposits. It was shown that the suitability of the operating regime was depenent on the capacity of the deposit to resist the suction pressure of the gauge. Stresses that exceed the cohesive and adhesive strengths of a deposit were used to explore in more detail the adhesive properties of foulant layers, using dried tomato puree as a model system. A quasi-stagnant system was used, in which the only flow present was that through the gauge. Thus the gauge was the souce of all stresses imposed on the deposit by flow; this enabled accurate inference of the imposed normal stress. A strong correlation was observed between strength measurements obtained by the gauge and by a mechanical micro-manipulation technique developed independently at teh University of Birmingham. The range of failure modes observed with fluid dynamic gauging indicates that several; surface-fluid interaction phenomena can cause failure; this is the subject of ongoing work in both groups.
Comparison of different why protein foulant layers derived by "deposition" and "gelation" denaturation processes demonstrated differences in deposit structure and properties. This establishes that care is required in attempting to extrapolate results from gelation deposts to the heat-induced depositiondeposits typically fo9und in industrial applications. Nonetheless, sufficient similarity in deposit behaviour was observed to allow a selected gelation foulant layer to be used as a model system for the microscope work. The successful concolusion of the flow cell experimental work, in whcih the flow cell was operated in quasi-stagnant mode, demonstrated the practicality and utility of coupling fluid dynamic gauging with confocal microscopy.
Dr. Daniel Horrobin
Finite element extrusion modelling
Previous paste extrusion studies have lead to the development of a simple model to describe the flow of paste in a ram extruder (Benbow and Bridgwater, 1993). This model treats the paste as a yield stress material, and a crude approximation is used to determine the pressure drop resulting from the complex flow in the die entry region. A major obstacle limiting extension of the theory has been the problem of accurately solving the equations of motion that govern the paste flow. However, numerical techniques developed to describe metal forming operations can be applied with little modification to the problem. The present work makes use of a commercial finite element package (ABAQUS) to analyse the extrusion of a perfectly plastic material through dies with various geometries and boundary conditions.
The finite element analyses are Lagrangian, the mesh deforming with the material as extrusion proceeds. For the square entry dies and large diameter reductions that are typical in paste extrusion, this results in severe mesh distortion and consequent inaccuracies in the solutions. To overcome this difficulty, it is necessary to carry out remeshing at frequent intervals, and some remeshing code has been written and successfully integrated into the ABAQUS calculation procedure. The calculations have been verified by comparisons with slipline field solutions for plane strain extrusion, and (less stringently) with upper and lower bound solutions for axisymmetric extrusion.
Flow patterns in axisymmetric extrusion: Comparison between perfectly smooth and perfectly rough walls showing velocity discontinuities and static zone
Dr. Jim Jones
Granular flow in ploughshare mixers
The study of granular motion within ploughshare mixers has been inhibited historically because of an inability to visualise flow. The advent of positron emission particle tracking (PEPT) has now made this possible. Two ploughshare mixers are studied: a Kemutec mixer of fixed blade design, and a purpose built mixer of variable blade design.
In both mixers, axial motion is identified as the limiting component of particle motion. It is strongly a function of blade separation and rotor frequency, but less strongly a function of fill. When averaged over time and recorded as a function of blade rotation angle, particle motion is periodic, and the mean flow fields are contained between adjacent planes of blade rotation. However, partricles transfer between these inter-plough regions. The nature of this transfer is studied by dividing the mixer into axial slices, corresponding to the region between adjacent planes of blade rotation. Using PEPT data, a method is devised to determine reliably the rate at which the tracer transfers between these regions. It is found that axial motion between these regions is more appropriately modelled by fluxes between well stirred tanks than by diffusion.
Most analyses of motion as a function of blade separation have been performed where the blades are alternately opposed at 180°. When the angle at which the blades are set is reduced to 60°, the axial transfer rate is more than doubled.
Torque measurements made on the shaft and on the bowl reveal details of the system dynamics. Dimensional analysis for power leads to a new functional relationship that includes the separation distance of the blades.
These results relate particle motion to mixer design and provide the detail of flow information required for the development and validification of models of particle flow within ploughshare mixers. The way is now open to extend the studies to mixers of other diameters in order to investigate scale-up of particle flow.
Dr. Basil Lam
Convective heat transfer in rotary kilns
The aim of this project is to study the convective heat transfer from a flowing gas to a bed of granular materials in a rotary kiln. Rotary kilns are used widely in industry for calcining cement, titanium dioxide manufacture, pharmaceutical production and drying.
Heat is transferred from the flowing gas to the granular bed via convection and radiation, and via a regenerative mechanism, where heat is transferred from the gas to the uncovered kiln wall, which then heats up the base of the granular bed as the kiln rotates. At low to medium temperatures, and using a non-participating gas (e.g. air), radiative heat transfer can be neglected, which simplifies the problem. Knowledge of the heat transfer coefficients is essential in understanding the interactions between the various mechanisms. It enables the development of a suitable model for the process, leading ultimately to more effective process control, better performance, and higher product quality.
The project was supported by Huntsman Tioxide, who have been collaborating with the department on rotary kiln work for a number of years, with previous projects by Dr. Richard Spurling and Dr. Sing Yong Lim.
Dr. Bruno Laurent
Powder Agitation in Stirred Reactors
Powder mixing is common in many industrial processes, yet traditional methods of investigation provide only very limited information of the influence of agitator geometry and important operational parameters on flow patterns. Here powder mixing is investigated in horizontal mixers using Positron Emission Particle Tracking, a recently developed non-invasive method of investigating solid or liquid systems. It is thus possible to investigate powder mixing much more thoroughly than hitherto. In particular it allows single particle motion to be followed at speeds up to 2 m/s in traditionally opaque equipment of diameter up to 400 mm. Powder flow patterns were characterised here using velocity fields as well as axial and radial mixing coefficients. The experiments were conducted in mixers of diameter 270 mm and of length 650 mm, the level of fill being varied between 20 and 70% and the agitator speed between 20 and 45 rpm.
Studies on a single long flat blade located on radial arms fixed to a rotor shaft revealed, at low fills, the presence in the cross-sectional plane of a circulation zone directly beneath the rotating shaft were little agitation occurred. This zone decreased in size and moved towards the agitator shaft with increase of fill. Distributions of velocity showed that powder movement was controlled by the number of blade passes.
In a mixer having six long flat blades located on radial arms fixed to a rotor shaft, a circulation zone similar to that observed with the single blade agitator appeared beneath the agitator shaft. Axial flow patterns showed two loops of circulation inside each compartment defined by the supports of the rotating blades. Another type of agitator had series of short paddles. The material was more evenly distributed in the cross-sectional plane. The short blades also promoted axial displacement. Continuous experiments with the agitator having six long flat blades showed that behaviour in the cross-sectional plane was similar to that in batch experiments. Although two loops of circulation in each compartment remained, axial motion was dominated by the convective flow.
The work opens the prospect of obtaining a detailed understanding of powder mixing and also of establishing links between powder flow patterns and a wide range of operations such as heat transfer, chemical reaction or agglomeration processes.
|
|
|
|
Sketch of a simplified version of the mixer |
Map of the local bulk density of the bed |
Dr. Su Ling Liaw
The control of paste structure in twin screw extrusion processes for detergent production
LAS (Linear Alkylbenzene Sulfonate) is a commercially important surfactant; its global consumption is worth billions of pounds every year. Despite this, its behaviour is poorly understood, particularly during industrial processes such as those used in the detergent industry for the manufacture of compact detergent powders. Such powders are successfully manufactured by the surfactant agglomeration process. Prior to the agglomeration stage, a paste-structuring process is used to modify the properties of the concentrated paste-like surfactant that is part of the detergent formulation. This ensures that the surfactant paste is of a suitable consistency for the agglomeration process and to enable high levels of surfactant to be incorporated into the detergent granules. Surfactant pastes with successfully modified properties are deemed "structured". When LAS-based compact detergent powders are produced, high-active LAS (a highly concentrated surfactant system of ca. 80 wt. % LAS molecules in water) is used and paste structuring is conducted in a twin-screw extruder where the structuring agent, sodium disilicate, is added.
The aim of this work has been to contribute to the scientific understanding of paste-structuring with high-active LAS. The approach has focussed on studying the effect of added salts on the microstructure and rheological behaviour of highactive LAS with shear and relating this to paste-structuring. The results show that industrially structured high-active LAS possesses a packed MLV (Multi- Lamellar Vesicle) microstructure, and that during the paste-structuring process a transition from planar lamellae to MLVs occurs with the application of shear. A range of MLV-inducing salts has been identified and the effects of temperature, salt concentration and shear duration have been studied. The stability of MLVs has also been investigated. The tightly-packed MLV microstructures produced by different salts were found to vary in firmness and to be related to the size and size distribution of MLVs within the sheared pastes. In addition, salts without an effect on the behaviour of high-active LAS under shear have been identified as well as salts that promote shear-induced phase separation and the formation of large "worm-like" structures that have not previously been reported in the literature.
Linear alkylbenzenesulphonate (LAS) is the principal detergent used in washing powders world-wide. In its pure, unprocessed state, it is a yellow, sticky viscous fluid. One of the important goals of processing is to produce a white, elastic, "structured" detergent paste which can be readily dried to a white powder with particles of defined morphology. This is achieved both by mixing LAS with additives, such as zeolites, silicates and carbonates, and applying defined shear to the mixture at an appropriate temperature. Control of this process is critical to the production of a powder of acceptable quality. The objective of this project is to investigate, using a fundamental, scientific approach, the effect of additives on the rheological and optical properties of LAS pastes.
Dr. Sing-Yong Lim
Flow of granular material in rotary kilns
Rotary kilns are used in the chemical and metallurgical industries for a variety of applications. The motion of a bed of granular material in the transverse plane of a rotary kiln has been observed to take a number of forms of which the slumping or avalanching mode is a form frequently encountered. To develop a theoretical model suitable for scale up and optimisation, the avalanche phenomenon was investigated using the non-invasive positron emission particle tracking (PEPT) technique, with horizontal drums containing sand. In each experiment, a single sand particle was tracked. Analysis of trajectory of the sand particle will lead to an improvement of the residence time distribution model.
|
|
|
|
Huntsman Tioxide kiln |
Huntsman Tioxide kiln with the furnace end shown |


Dr. Peter Martin
Mechanics of paste extrusion in screen extruders
The extrusion of pastes has long been used as a means of achieving the desired shape of many different products. Whilst extrusion is basically a simple operation, the manufacture of more sophisticated products, the use of more complicated feed materials, the need to improve product quality, and the need to increase extruder performance have prompted the detailed study of extrusion flows. The radial screen extruder is one particular design of extruder commonly used to produce small, water-dispersible granules in the pharmaceutical and agrochemical industries. This project is the first rigorous attempt to understand the operation of this type of extruder.
Previous studies of pastes undergoing axisymmetric ram extrusion have led to the development of a simple modelling approach to describe the flow. This model treats the paste as a yield stress material, and a relatively crude approximation is used to determine the pressure drop resulting from the complex flow in the die entry region. A review of the sparse body of literature on radial screen extrusion revealed little understanding of these extrusional flows. In this work, the principles of the Benbow-Bridgwater approach have been applied to the case of radial screen extrusion, and a conceptualisation of the flow developed. From this, a quantitative model of the flow within radial screen extruders has been developed. Furthermore, two laboratory scale extruder modules have been designed and commissioned which facilitate the detailed study of key aspects of paste flow in radial screen extruders.
A model paste material, based on an industrially used paste, has been characterized according to the Benbow-Bridgwater approach. The material parameters obtained have been used with the new model to predict the flow patterns and stress states within both industrial radial screen extruders and laboratory extruder modules. Comparison with the experimental data indicates that the flow model correctly predicts the observed trends, but is of limited accuracy. Whether this is due to shortcomings of the model, or the limitations of the material characterization, remains open for discussion. The model paste exhibited noteworthy variability and proved difficult to characterise using a number of rheological approaches.
The proposed model offers new insight into the behaviour of radial screen extruders, and opens up the possibility of improving the performance of many industrial granulation devices.
View of Fuji Paudal extruder showing twin screws and screens
Dr. Salvatore Mascia
Rheology and processing of pharmaceutical pastes
This work was concerned with the deformation and flow of solid-liquid pastes. These highly-filled suspensions are widely used in the manufacturing of a wide range of products. The project used microcrystalline cellulose, a major pharmaceutical excipient, in various forms of soft solid
Pastes demonstrate complicated rheology, as a result of their two phase nature. Rheological characterization becomes even more challenging when the phases flow differently. A particular example is liquid phase migration (LPM), also known as 'dewatering'. The different responses to stress and strain can result in maldistribution of the liquid and solid phases, leading to processing problems and inconsistency in the composition of the final product.
The work used both capillary and squeeze flow rheometers (Fig. 1) in order to evaluate these techniques, as well as to establish a guideline for rheological characterization of pastes. The other aims were to study LPM in both squeeze flow and ram extrusion, and to relate the LPM mechanism to parameters such as process velocity, solids volume fraction, extrusion geometries and so on. A model to describe the rheology of these pasty systems was developed.
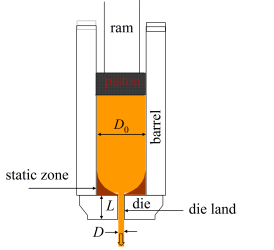
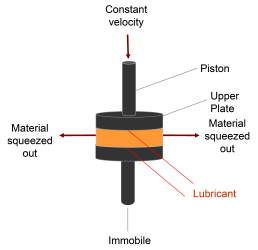
Figure 1: Capillary (left) and squeeze flow (right) rheometer
This work was sponsored by Merck Sharp and Dohme, Cambridge European Trust, EPSRC and Powdermatrix Faraday.
Dr. Ruben Mercadé-Prieto
Dissolution Mechanisms of Protein Gels
This research was focused on the dissolution mechanisms in protein gels. Protein gels have been used as a proxy of dairy fouling as they can be easily formed in reproducible ways in big quantities. Moreover, gels have a homogeneous composition and structure, hence equal properties, while a fouling deposit does not. Gel properties, either chemical or mechanical, can be modified with the gelation conditions. Parameters like the protein concentration, gelation temperature, gelation time or the gelation pH are of great interest.
β-Lactoglobulin wa be used as model compound, instead of whey protein mixtures, to reduce the number of different inter protein interactions. Chemical assays, like solubility experiments or amino acid analysis, or mechanical ones, like indentation tests, helped to determine the gel structure. Thereafter, dissolution experiments with NaOH under several conditions were used to assess how the hydroxide ions destroy the cross-links that hold the gel structure.
Reilly Nigo
Fouling studies of food fats
Fouling is an undesirable phenomenon encountered in all process industries resulting in issues such as increased energy costs, and frequent and undesirable downtime in cleaning foulant layers just to name a few. Fouling studies are desirable for food safety and economic reasons.
Coconut oil was used in this research work as recent research has shown that coconut oil is healthy in human diet, being comparable to olive oil, as opposed to the negative scenario painted over the decades.
Dynamic gauging equipment developed in the Department of Chemical Engineering, University of Cambridge formed the basis of the fouling studies. The rig utilised a non-contact technique employed in an in situ environment.
Dr. Milan Patel
Development of a paste formulation criterion
Highly concentrated suspensions, or particulate pastes, are employed in many industrial sectors to allow manufacture of shaped products. These materials are saturated mixtures of particulate solids and a liquid binder with a solids volume fraction approaching the maximum possible in the mixture.
Extrusion provides a simple method of forming pastes into shaped products, where the liquid binder enables the normally dry and frictional particulate phase to flow readily instead of compacting and hardening. Extrusion is normally a continuous process and so the composition or formulation of the unextruded paste must not be unstable such that the properties of the extrudate change over time. An important example of this problem is liquid phase migration (LPM). The forces that drive the paste flow set up gradients in pressure in the liquid phase, and pastes with sufficiently high permeability experience LPM as a result. LPM is highly detrimental to the homogeneity and quality of the extruded product. In the limit, the two phases separate completely and extrusion becomes a solid extrusion process, with disastrous consequences for the processing machinery.
To a large degree, the formulation of successful extrusion pastes, i.e. the choice of ingredients and their relative abundance, currently relies on having skilled technicians who can use their experience to adjust well-established formulations to suit new sets of process/product requirements. This project aimed to provide a fundamental basis to the empirical methods employed in formulation with a particular focus on analysing LPM.
Numerical techniques such as the displacement-based finite element method (FEM) offer the ability to analyse extrusion and LPM and were employed to link its extent to the paste's formulation. The ABAQUS FEM package was used to simulate paste extrusion in two axisymmetric geometries employed in standard laboratory tests: ram extrusion and squeeze flow (uniaxial test). The solids phase was modelled using constitutive relationships employed in soil mechanics (modified Cam-Clay and Drucker-Prager), and LPM was simulated using Darcy's law. The simulations are axisymmetric (2D), as opposed to the 1D approach usually employed in the literature.
The current simulation code yields key macroscopic parameters (extrusion pressure, and the individual contributions to this quantity from the particulate and liquid phases) and distributions of internal variables, including (for the first time for pastes) pore liquid pressure, stresses, solids volume fraction, etc. A range of die shapes, wall friction behaviours and initial solids loadings were studied. The latter allowed the impact of paste formulation on flow fields within the die, and therefore optimal design of the die, to be assessed.
Simulation results were compared to experimental data obtained for ram extrusion and squeeze flow testing of model pastes performed at the University of Birmingham and in Cambridge, respectively. The results agree reasonably well, although creep and viscoelasticity (neglected here) play an important role at small SVF. At large SVF, extensive viscoplasticity was demonstrated by the model paste and proved difficult to integrate accurately into the simulations.
Dr. Martin Peck
Roller extrusion of pastes
Pastes are soft solid materials comprising a dense mixture of particles and liquid. They are intermediates in industry where they are shaped by extrusion, forming products such as fertiliser pellets, catalyst supports and spaghetti. Some paste shaping processes use rotary moulders, which are counter rotating cylinders forcing material into moulds or through dies of the required form. The design of machines to perform these operations is hindered because the mechanics of paste flow in rotating geometries such as this has not been studied extensively. This project begins the development of an understanding of such processes by studying the rolling of paste and dough sheets.
There is a large body of literature describing the rolling of metals and polymers in which various analyses of these processes have been developed. A summary has been presented and an experimental programme was completed with sheets of a model ceramic paste and contrasting biscuit doughs. The primary aim of the project is to determine the extent to which existing rolling theories can describe the rolling of pastes and doughs.
Pastes are difficult materials to characterise; an approximate method isused to describe their rheological behaviour. The approach treats pastes as yield stress materials and crude approximations are used to determine the pressure drop during ram extrusion. The ceramic paste's yield strength was obtained in this way and used in a hot metal rollig model where the empirical and theoretical results were in good agreement. The biscuit doughs were not easy to characterise. Since they could not be described as plastic materials they were modelled using an established power law fluid theory but the model could not accurately describe their behaviour. It was proposed that this was due to the dependence on the geometry of the balance between shear and extensional deformation during rolling.
Rollers used in experimental work
Dr. Sarah Rough
Agglomerated Powder and Paste Processing
Agglomeration of particulate materials is an important processing route in a number of industries, one of the most common being that of detergent granule manufacture. Spray drying is a favoured detergent granulation operation, although in recent years attention has been focused upon an agglomeration route which involves high shear followed by low shear mixing in order to produce high density granules and thus reduce product packaging. Two main components of modern detergent granules are anionic surfactants, which help to remove fat-based stains, and zeolite powders, which are used as water softeners and provide a physical framework to the washing powder. The anionic surfactant is usually in the form of a highly viscous paste that acts as a binder for the powder particles during agglomeration. Much work has been reported on the agglomeration mechanisms involving powders using a highly viscous paste binder, where the initial stage of the process features fragments of binder that are coated with solid particles (akin to the immersion mechanism featured in melt agglomeration), as opposed to a low viscosity liquid binder phase which initially wets the solid particles.
To date, the research has concentrated upon developing a quantitative description of time-dependent consistency regimes produced during high shear mixing of zeolite powder and an ultra-high viscosity binder (linear alkyl benzene sulphonate (LAS) paste). This has been achieved by studying the trends in the bulk aerated and tapped densities of the agglomerated mixtures. The subsequent Hausner ratios (tapped/aerated density) have provided information on the inter-granular friction and cohesivity of the granular bulk as a function of mixing time. In view of these results, an agglomeration mechanism has been proposed, comprising layering of zeolite particles onto an LAS paste core, breakage of powder-coated paste granules, micro-mixing of the granules, granule growth via coalescence, and finally granule consolidation. These stages have been confirmed by studying the morphology of the granules (viewed using optical microscopy) and the granule size distribution data.
The tapping of granular materials is a simple laboratory technique that can provide a measure of a variety of bulk flow properties. The technique is widely used in industrial pharmaceutical research, and the granular properties of interest are usually characterised by a number of parameters obtained from the tapping compaction response, the most notable being the Hausner ratio and the two parameters obtained from the fitting of the Kawakita tapping equation. Some pharmaceutical high shear mixer studies have been reported that use tapping analyses to investigate various granule properties. However, literature concerning the effects of intermediary granular pre-mix properties upon downstream agglomeration processing is fairly sparse. Thus in the present study, the bulk tapping data have been analysed using the Kawakita equation and a logarithmic compaction approach, from which a variety of bulk compaction parameters have been obtained, which have then been related to various granule characteristics, such as deformation behaviour and surface conditions. An understanding of individual granule properties, such as deformability and frictional/cohesional surface features, is necessary in order to develop a predictive model describing any further processing of the pre-mix, and the ability to acquire values via simply bulk tapping experiments rather than by using single granule test conditions would be favourable. The research continues by investigating the effects of process variables, such as mixer impeller speed, LAS paste temperature (and hence viscosity), and LAS/zeolite mass ratio, upon the agglomeration process and its associated parameters.
This work was sponsored by Procter and Gamble.
Dynamics of paste flow: liquid phase migration in paste extrusion
The manufacture of products by extrusion of solid-liquid pastes is widespread in the chemical, food and pharmaceutical industries. The bulk characterisation of the rheological properties of many pastes is now well established via a number of testing operations, such as ram extrusion; however, the effects of certain dynamic phenomena during extrusion, most notably liquid phase migration or "dewatering", have yet to be fully described in a physically-based quantitative manner. The redistribution of liquid within a paste results in structural differences within the solid phase, which can subsequently affect the extrusion process and product quality.
Processing problems occur during extrusion if the characteristic drainage time for the liquid component is less than the time for the paste to flow through the deformation region (order of 0.1 - 1.0 seconds); dewatering of the paste in the extrusion barrel then induces a pressure build-up in the system. An understanding of these aspects of paste extrusion is essential in designing the optimum formulation and processing conditions for a given extruded product. Work is carried out mainly with alumina pastes, which are of increasing importance within the catalyst and electronics industry. Many complicated structures, such as thin-walled honeycomb catalytic supports, rely on the uniformity of the extrudate to provide certain "high performance" properties, and so the distribution of liquid within the extruded components is a significant factor.
Initial extrusion experiments have established the key factors in the paste formulation and process operation which result in significant liquid migration - paste packing/porosity, extrusion rate and die geometry. A permeability test cell has been constructed in which the local solid stresses on the matrix and the liquid pore pressures within the paste are independently controlled, and results obtained from standard water-based a-alumina and microcrystalline cellulose pastes have been interpreted using a Darcy's law approach commonly used in soil mechanics. Compaction experiments were used to investigate the porosities of various pastes prepared from mixtures of different sized alumina powders as a function of water content and applied compaction stress, and the results confirmed a logarithmic stress-porosity relationship. The corresponding permeability coefficients have been determined experimentally, and show a direct correlation with the porosity data.
The ultimate aim of this research is to develop a mechanistic model, via experimentally obtained data, which can be used to predict the effects of liquid phase migration during the ram extrusion of pastes, and to establish the applicability of the tests and models to a variety of paste systems and process operations.
Dr. Bruce Russell
Signal Processing for On-line Control of Paste Extrusion
This work has investigated the hypothesis that fluctuations observed in pressure signals collected from paste extrusion systems near the die exit can be related to the state of the paste and the presence of factors giving rise to poor product quality (Amarasinghe link). The correlations between paste quality and pressure fluctuations were acheived using various signal processing techniques. Several different pastes and extrusion systems have been used, in order to ensure that these techniques are robust.
The bursting of pockets of entrapped air, responsible for defects such as craters and blistering, cause noticeable 'pits' in the pressure signal. A localised increase in the pressure, or 'spike' is another type of outlier in the signal. This corresponds to the deformation of large agglomerates as they pass through the die land. Several different methods for detecting these types of signal outlier have been investigated in this research, with a technique analysing properties of localised series subsequently selected.
The signal noise, corresponding to the paste homogeneity, has been analysed using two complementary methods: standard error analysis, based on the deviation of the signal from moving averages; and fractal analysis, which is an estimation of how the signal variance changes with increasing signal length. However, fractal analysis was found to be less sensitive to changes in paste homogeneity than standard error analysis, and its applicability to paste extrusion data is questionable.
Studies into the possible cause of circumferential surface fracture were also undertaken. Fourier-based methods offered good insight into the presence and nature of periodic stress components believed to be related to frature. This led to the postulation of a fracture mechanism, whereby the tensile stresses initiated in the die land due to wall shear caused the paste to tear. This release of elastic energy locally restores mechanical equilibrium, and the process is then repeated.
All signal processing techniques developed are suitable for real-time implementation, i.e. the algorithms can be updated continuously, as new data are sampled. This represents an improvement in previously developed algorithms. Additionally, the specific information regarding the paste quality gathered from these methods offers the potential for more specific control action to be undertaken in a paste extrusion process.
Signal Processing for On-line Control of Paste Extrusion
This work continues from my PhD research, which studied the information gained from analysis of pressure fluctuation signals gathered during the extrusion of different pastes. Specific algorithms were then developed to identify specific defect phenomena. These included the bursting of pockets of entrapped air, the breakdown of large agglomerates, poor homogeneity and periodic flow instabilities leading to gross circumferential fracture, also known as sharksin fracture.
Several different pastes and three different extrusion systems (ram, single-screw and twin-screw) were covered during the experimental investigations to ensure that the analytical techniques developed were robust. The screw extrusion trials demonstrated the capability for real-time analysis, a necessary requirement for on-line control of the paste extrusion process. However, the actual analysis was carried out on a retrospective basis, using routines written in Matlab, and a commercial data acquisition system.
The current work extends and developes these routines, so that they can be ultimately implemented in real-time. This involves developing software written in C++ as well as slight modification of the algorithms to read and simultaneously analyse the pressure fluctuation measurements. The experimental work, to test the accuracy of this software, is being carried out at the Nestle Product Technology Centre in York.
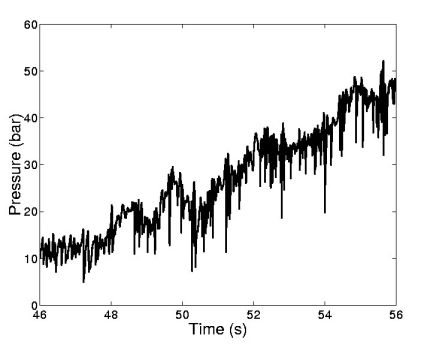
Illustration of 'pits', corresponding to bursting of air pockets
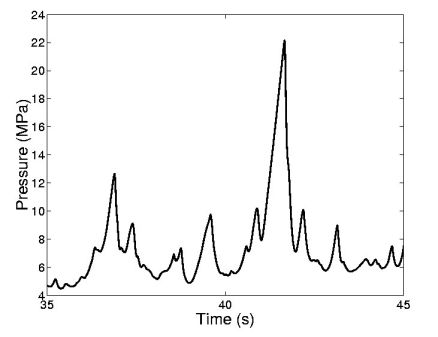
Illustration of 'spikes', corresponding to breakdown of agglomerates
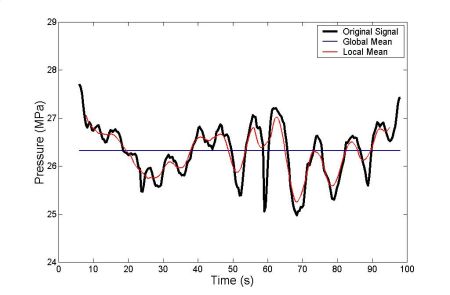
Standard error analysis, investigating signal noise related to paste homogeneity

Illustration of gross circumferential fracture in paste extrusion
Dr. Pradeepta Kumar Sahoo
Cleaning of whey protein gel
This research project was mainly focused on the study of the cleaning characteristics of whey protein gels treated with sodium hydroxide solutions.
In the dairy sector, heat exchangers operating in the temperature range of 70 - 95°C experience fouling by a soft, voluminous deposit termed 'Type A' deposit. The main constituents of such deposits are whey proteins, which have been formed into heat induced gels (HIG) by their thermal treatment. The study of the cleaning mechanisms of HIGs is a subject of considerable research and practical interest.
Investigations in this project featured the use of a novel Fluid Dynamic Gauging (FDG) technique to monitor the thickness of these HIGs in situ and in real time throughout the cleaning process. The microstructural changes in the whey protein gel in contact with NaOH can be monitored using various microscopy techniques. Mathematical modelling was also performed.
This work in the group was supported by a 2006 Seligman APV Fellowship awarded by the Society of Chemical Industry (SCI), UK. Pradeepta is currently working as Senior Lecturer in the Department of Food Engineering, BCKV, India.
Dr. Phanida Saikhwan
Surface study of food foulant
Fouling is unwanted in many process industries as it decreases the efficiency of the system. For example, by increasing the resistance to heat transfer the thermal operating efficiency of heat transfer equipment is decreased. In some cases fouling is endemic and regular cleaning is required. This results in downtime of the operating unit.
The strength of a fouling deposit is often considered as a key parameter in cleaning and removal. However it is difficult to quantify this property. This work therefore focused on a study of the surface of food deposit, which can lead to a better understanding of the deposit strength as well as mechanisms involved in removal. This project employed two main techniques; fluid dynamic gauging (FDG) and atomic force microscopy (AFM). The data from AFM are in terms of nano-scale and can be linked with the data from FDG to give a process-scale solution to fouling.
The project was a collaboration between this department and Technical University of Braunschweig. The work aimed to create tailored surfaces, which either minimise attachment of fouling layers, or promote foulant removal during the cleaning stage.
Dr. Ian Somasundram
Wick debinding of ceramic parts
Injection moulding is used method used to manufacture complex ceramic parts. The ceramic paste is mixed with binder in order to mould the part as a compact. However, before sintering the ceramic the binder phase must be removed in a controlled manner such that the integrity and shape of the compact is maintained.
Wick debinding is an advantageous binder removal method which uses a wicking powder to remove the binder from the ceramic compact by capillary action. When the compact is buried in the wicking powder a capillary pressure difference reduces the binder saturation in the compact such that is becomes easier to evaporate or burn away the remaining binder without distorting the part.
This project aims to model the capillary driven wick debinding process as well as higher temperature vapour removal of the binder such that optimal particle and binder properties and heating cycles can be used for new designs.
So far the underlying physics behind wick debinding and has been discovered and simulated successfully using the finite element method. Further work continues to develop the model for industrial application.
Dr. Richard Spurling
Granular flow in an inclined rotary cylinder
The present work reports the results of an experimental and theoretical study of the motion of a rolling bed of sand flowing through a laboratory scale cylinder, inclined along its length and slowly rotating about its axis.
An experimental and theoretical study has been conducted of the effect of the discharge dam geometry on the steady state hold-up profile. This profile is calculated by numerical solution of the model proposed by Saeman (1951) for axial sections of constant diameter assuming the bed is locally flat. The model parameters are: the cylinder and discharge dam geometry, the axis inclination, rotation speed, and mass feed rate, and the bulk density and angle of repose of the granular solid. Good agreement is found between the model and experiment when there is no discharge dam, and when the cylinder discharge end is fitted with a thin circular dam, and long conical or cylindrical dams.
Experimental measurements have been made of the discharge flow rate and axial hold-up profile as functions of time following a step up or down in one of three variables: (i) the mass feed rate, (ii) the rotation speed, and (iii) the axis inclination. Ranges of operating conditions, step sizes and sizes of cylinder have been studied. The steady state model proposed by Saeman (1951) is coupled with a volume balance across a differential axial element to produce a quasi-steady state dynamical model. The model has no free parameters. The model takes the form of a non-linear partial differential equation and has been solved numerically. Excellent agreement is found between the model and (i) experimental measurements in the present work, and (ii) the published data of Sai et al. (1992) and Sriram and Sai (1999).
Positron emission particle tracking (PEPT) measurements have been made of the mean particle velocity in the transverse plane of a rolling bed of sand for a range of values of (i) the cylinder diameter, (ii) the rotational Froude number, and (iii) the hold-up. The PEPT results give an experimental measure of the particle mean residence time per circuit of the bed. The ratio of this residence time to that calculated from Saeman's model is between 1.15 and 1.75: the ratio would be unity if Saeman's model was exact. This ratio, indicating the accuracy of the model, is nearer unity for low rotation speeds and higher values of the hold-up, but is unrelated to the cylinder diameter. The difference between Saeman's model and the PEPT measurements is much greater than that between the model and measurements of the hold-up profile; this inconsistency is unresolved.
Dr. Rowan Stewart
Granular flow over a singular blade
Despite the widespread use of granular materials in industry, little is known of their behaviour in processing equipment, since traditional experimental techniques give only limited information on three-dimensional granular flows. The lack of understanding og granular motion has prevented detailed validation of models and restricted the development of theory.
In this work, a recently developed technique, positron emission particle tracking (PEPT), was used to study the behaviour of glass beads stirred by flat blades in a cylindrical mixer with a vertical axis. PEPT is a non-invasive technique that allows the motion of a single tracer to be followed throughout the bed at speeds of up to 2 m/s, enabling the investigation of the flow of the bed in three dimensions. Several measurements were calculated from PEPT data to examine different aspects of the flow. Quantitative methods were employed to compare velocity fields thoroughly.
The behaviour of particles was studied under a range of different mixer and bed conditions to ascertain the effect of these parameters. It was found that the overall motion of the bed was principally determined by the height of the blades and th edepth of the bed. The blade speed, blade pitch, particle size and interparticle cohesive forces were unimportant. The flow exhibited complicated features, including three-dimensional recirculation loops. The behaviour of particles inside and outside these loops could be very different, one example being that the tracer could spend 60 blade passes or longer inside a recirculation loop while in the rest of the bed the particle would cross between the blades in less than 3 blade passes. The locations of the recirculation loops were determined by geometry but their size and the duration spend within them were affected by other factors including rotational forces and the ability of the tracer to migrate through the bed.
Comparisons were made between PEPT measurements and discrete element method (DEM) simulations of the same system. Five simulations were investigated, each with different sets of friction parameters for the bed material. As extensive three- dimensional flow data were available from both the experiment and the simulations, it was possible to make comprehensive quantitative comparisons. This allowed the accuracy of the friction parameters and their effect on the flow to be examined. The simulations predicted the overall motion of the bed well. However, no one set of assumptions was best, as different sets predicted the bed velocity more accurately in different parts of the bed. Nonetheless, it is evident that DEM models can now be used with some confidence to explore the action of blades on granular material.
Some of the parameters investigated are indicated in the diagram below.
Sketch of apparatus
Dr. Amanda Tubb
On-line food mixing; mixer performance and product quality
We have studied the effect of the design and operation of a high shear rotor-stator mixer (based on the Oakes continuous mixer design) on the rheology and structure of a wheat flour batter mix, with particular reference to mixer rotation speed, batter flowrate and mixer blade design. Process-structure interactions have been quantified in terms of the work applied to the material, rheology of the product and deposition of material on internals.
Diagrammatic view of Oakes continuous mixer
(Bouette, 1974)
Dr. Tri Tuladhar
Development of a novel sensor for cleaning studies
The technique of fluid dynamic gauging was developed to measure the thickness of soft deposit layers in situ, in real time, without contacting the deposit surface. Its working principle if that the surface of the deposit is exposed to flow sucked into a tube fitted with a nozzle, where the nozzle is located normal to and close to the surface. A constant hydrostatic suction head is applied by mean of a siphon. The measured pressure drop/flowrate relationship yields the clearnace distance from the nozzle tip to the surface, yielding in turn the deposit thickness. A theoretical model of the instrucment was developed and its validity demonstrated by calibration experiments. This technique is usefully insensitive to the composition of the rigid film. The potential of this technique for on-line monitoring in fouling and cleaning studies has been demonstrated by performing cleaning experiments in stagnant and bulk flow conditions.
Dr. Mark Williamson
Optimisation of heat and mass transfer in a continuous tunnel baking oven
Commercially available tunnel ovens have a number of limitations:
-
they are often direct-gas-fired, meaning that the water vapour content of the baking chamber is affected by the burner firing rate.
-
the level of radiation heat transfer to exposed surfaces of the food is relatively low compared to convection heat transfer. New, innovative, food forms may be achievable using baking processes with increased radiation. Additionally, the quality attributes of existing foods may be improved bychanging the ratio of radiation to convection.
-
ovens incorporating forced convection have limited turndown of the impingement velocity experienced by the food . Typically the minimum is at least 40% of the maximum, and for some foods this may still be sufficient to cause the food to be blown out of alignment on the conveyor as it dries during the baking process.
-
the control systems on existing ovens use simple temperature probes that do not fully account for (or enable differentiation between) radiation and convection heat transfer contributions.
A new oven concept that addresses these issues has been proposed by Fylde Thermal Engineering Ltd. This project demonstrated proof-of-concept and started to optimise the design. Radiation and convection heat transfer was modelled using CFD software. Test rigs were built to confirm and optimise the impingement air flow patterns and burner design. Lastly, a sensor concept for measuring radiation and convection was evaluated.
Brendan Wilmot
Development of New Plastification Agents for Auger and Ram Extrusion
This 12 month project was sponsored by Ceratizit, the Austrian hard metals company
Ceratizit is a leader in the development and manufacture of hard metal tooling devices and components. They utilise paste extrusion forming routes, in both ram and auger modes, to manufacture a range of tungsten carbide products. Ceratizit wishes to develop the theoretical basis and understanding of their technology through a structured work program at the Department of Chemical Engineering. The project focused on the theory of extrusion, testing and characterisation of paste reology and extrusion processing phenomena while guiding Ceratizit in a study of plasticiser selection.
Other Work
ESEM and NMR imaging of water-based ceramic pastes
Dr. Paul Spitteler
This work examines the experimental results concerning water movements in a ceramic paste used in the manufacture of catalysts. The combination of ESEM (Environmental Scanning Electron Microscopy) and NMR (Nuclear Magnetic Resonance) imaging is shown to be very powerful in analysing water movements. The water in the paste seems to be in two distinctly different chemical environments corresponding to more bound and less bound water. One explanation can be given in terms of the presence of two pore sizes and another explanation is based on the influence of bentonite clay or starch in the paste. More experimentation is required to make a conclusive determination.
Liquid phase migration and divergent planar flow of soft solids
Dr. Adam Burbidge, Nestlé
Local shear properties of soft solids systems are substantially determined by the local availability of lubricating phase to the slip zone. Experiments have shown that the liquid phase moves around in the bulk of the system under the influence of imposed stress gradients, which can increase the extrusion pressure by a factor of fifteen. Substantial anisotropy can occur when the liquid phase moves; an example being the apparent enhancement of the surface shear stress at the fast moving barrel surface of single screw extruders. One dimensional consolidation theories from the field of soil mechanics can be used to model these liquid flows for simple ram extruder systems allowing for the measurement of a fundamental solid/liquid permeability coefficient. The work has led to a standard testing procedure.
Although the flow of soft solids is reasonably well understood for simple axisymmetric die systems the flow in divergent dies, such as those found in monolith production, is more complex. Experimental flows between perspex plates were investigated by video and subsequent image analysis techniques with the intention of describing a predictive model for these complex flow fields. Applications of this work include the improved design of dies for ceramic injection moulding and monolith production.
Radial paste flow
Dr. Tony Bates
Many paste flows, for instance those of injection moulding, involve two or three dimensional flow whereas established theories are only one dimensional. Radial outflow between circular discs is a suitable vehicle for the subject to be addressed.
Paste movement was followed by two techniques, flow visualisation using video images and pressure transducers used to sense paste/wall contact. Initial motion is somewhat uneven. Hoop tension causes initial cracking and the paste found between two cracks may flow out uniformly to form a strip. The paste/wall contact may be lost due to the imposed circumferential strain; the wall shear stress is not developed to the extent found in ram extrusion.
Two theories predict experimental findings well under certain conditions; one uses the Benbow-Bridgwater equation whereas the other employs plasticity theory to relate the circumferential and radial stresses.
The present work shows the value of studying radial inflow in the future. Paste/wall contact and testing techniques, say using planar divergent flow, to produce tensile paste parameters offer other important topics for study. The work provides the practical and theoretical principles of paste flow in disc formed from injection moulding.
Phase migration in food pastes
This project follows on from another on phase migration in 'softer' food pastes. The initial work explored the application of a modified plasticity approach to the extrusion of a less stiff food paste (icing sugar) and found reasonable agreement. Redistribution of the liquid phase - or 'phase migration' - was found to have drastic results on flow behaviour; these effects depended on the speed of extrusion and the paste formulation. The subsequent project probed the mechanics of the phase migration further, using a 2-D system and model pastes in order to test some theoretical models.
Mechanics of deviated paste flow
A model for the physical behaviour of alumina-based pastes has been established, which equates the pressure applied by the ram with the rheology of the paste, the dimensions of the barrel die-apparatus and the velocity of the paste as it extrudes. This work extends the scope to a rectangular channel, bent at the middle through various angles. Pressure transducers placed in the wall of the channel sense the pressure gradient. The work has general relevance to predicting the behaviour of paste extrusion systems.
Flow of soft solids around bends
Paste flows in bent tubes of constant radius of curvature but varying angles have been investigated using a modified ram extruder. Measurements for two model pastes have shown that the pressure drop for bends below 105 is linearly dependent on the angle of bend, but at larger angles this relationship does not follow. Theoretical predictions from plasticity theory consistently underestimate pressure drops although the general form and magnitude are correct. The mechanisms controlling the flow especially for larger angles need to be studied.
Food extrusion rheology
Food extrusion is of widespread industrial significance and offers a means of forming many foods into useful products. Carbohydrates are often key components in the formulation of extrusion pastes, yet the reasons for selection are presently empirical. The influence of various carbohydrates on paste extrusion have been studied and correlated to their water retention capacities. It has been shown that the length of the carbohydrate molecular chain accounts for changes in extrusion parameters. The bulk yield stress and the surface shear stress both sharply decrease as the molecular chain length becomes shorter and also as the moisture content increases. The carbohydrate is found to function not only as a binder, but also as means of retaining the liquid phase.
EPSRC Final Reports
| GR/T06575/01 | RAIS: Real Time Signal Processing for On-Line Control of Paste Extrusion |
| GR/N24780 and GR/N24734 | Signal processing for on-line control of paste extrusion |
| GR/R94800/01 | Fundamental Studies of Particle Generation by Freeze Drying |